
Prices shown on this site are “fixed”. Custom work is $40/hr.
Delta Blower Drive Idler Arm

The Delta blower drives haven’t been made since the ’70’s. There are two different style idler arms that I am aware of and both were castings. One for a 2″ pulley and the other for a 3″ pulley. The arm shown to the left was originally used for a 2″ blower pulley. The one to the right, being billet, is more than sufficient for a 3″ setup as well.
The original idler arm utilized a 9/16 bolt for mounting the idler pulley. Idler pulleys that you buy today utilize a 5/8 bolt.
I machine these on a Bridgeport vertical mill with a rotary table – no CNC here. It is time consuming and therefore more expensive than a production run but you will be happy with the results.
I also offer the following options:
- Pulley end tapped for your size idler bolt – no extra cost.
- Length of arm – I recently machined a 1” longer arm for a special application. Call
If you’ve been looking for an idler arm and can’t find one, give me a call. P/N Delta $325
OR,
Print this “Word” document and follow the machining steps. You will need to “Enable Editing” in the Word document to see the sketches. Good luck!
If you’re successful, send me a picture. I’ll post it here.
Delta-Idler-Arm-machining for website 3-2-24
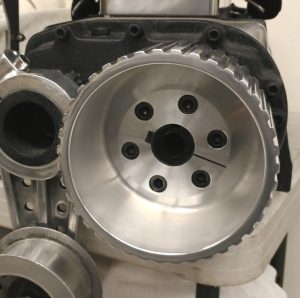
Billet Front Cover

“I wanted an original aluminum Delta cast cover but got tired searching the Internet. Until I locate one, I need to get my engine running.” Sound familiar? Here’s an option. I purchased a billet cover and made the rest. There’s a lot of work in this so it’s not a low buck mod. Everything is interchangeable with the Delta cover so there’s nothing else to purchase once you find the original. The nice thing about the Delta configuration is that it will fit ANY engine – no engine specific idler brackets to buy. The only thing to purchase is the crank hub for your particular application. RCD and Good Vibrations Motorsports carries most of them. What this means is, if you do find the original Delta cover, you’ll be able to keep the billet cover as a spare or sell the setup. So, you’re not throwing money away. That was my intention in going billet. If interested, give me a call or email me.
__________________________________________
Delta Drive shaft with 5/16 key-way – 4130 C22

(Checking run-out where bearing rides)
A customer needed a shaft and none were available at the time. A heat treated and ground shaft was ordered. The final tally was $705 in 2022. In my opinion, this price was unacceptable but a necessity at the time. I searched the Internet and found some 4130 C22 material. The shafts made from this material are turned instead of ground making the price affordable at $395. The finish is sufficient to provide a good seal. Since the oil level is usually kept just above the bottom of the gear, oil never gets close to the seal. I had (6) made. When they’re gone, they’re gone. If you want one, reserve it now. Need a front cover bearing and seal? I have them also.
_______________________________________
Complete Delta Kit for your Supercharger
Includes billet front cover with retaining plate for bearing and seal, 4130 drive shaft, billet aluminum idler arm, split collar for your top Delta pulley, front cover bearing, seal and all attach bolts. $1395.
The price noted includes fitting the split collar to your Delta top pulley if required.
Note: If you already have a split collar for your Delta pulley, deduct $175.
_______________________________________
Modification of Standard Blower Pulley to fit Delta Shaft
I can modify any aluminum blower pulley to fit the 1.373 Delta shaft including broaching the 5/16″ key-way. The shortage of Delta pulleys has necessitated the need for this modification in order to keep the entire setup looking “Delta”. Unlike the original Delta pulleys, the 1.375 hole will be on-center within .001-.002. Just nice to have it centered so there’s no buildup of run-out.
As mentioned in the “For Sale” section, some of the original pulleys were made from a soft material that does not machine well. If you plan to polish the pulley, a 6061 pulley should be purchased from a supplier like Good Vibrations Motorsports or RBS superchargers. Sorry, no mag pulleys. If you absolutely need a mag pulley, I suggest going with aluminum and then power coat to simulate mag.
I will need your split collar to match the key-way and location of tapped holes for 5/16 Allen bolts. If you do not already have a split collar, see below.
Modifications – $225
Please Note: Since my last modified pulley, the price of welding went up $20 as well as gasoline prices. Sorry for the increase. This is a welded modification. It is advisable to periodically inspect the area of the weld. This would be at 1″ from centerline as seen in the first of the four pictures below.


________________________________________
Delta Split Collar

How about a split collar for your Delta pulley? There are two standard configurations.

Split collars also came in a variety of thicknesses, diameters and bolt size for tightening to the shaft.
Early collars utilized a 5/16-18 bolt where the later configuration utilized a 3/8-16 bolt. Note: For nostalgia reasons I use a 2″ wide pulley. The Delta configuration (idler pushes inboard) provides more belt/pulley contact reducing the chances of stripping the cogs off the belt. I’ve run 25% over with the 2″ setup without belt failure. For this reason, and a nostalgia look, I always recommend a 2″ setup.
A dimensional check of the tapped holes on both the .280 and .410 pulleys shows a considerable difference. Neither bolt patterns are on a concentric bolt circle. Thus, the split collar I supply will be an exact duplicate of the original. Or, as an option, send me your pulley(s) and I’ll provide the correct collar. $175
BTW – The early configuration (we’ll call it the 2″ setup) has a shorter 1.373 drive shaft. Before ordering, check the length from the seal in the Delta cover to the end of your shaft. Early = 1.950, Late = 2.400. The early configuration may require a thinner (1″) collar to avoid overhanging the end of the 1.373 shaft.
Run-out: Each collar is checked for both radial and lateral run-out prior to shipping. As assembled with a blower pulley, I am attempting to provide less than .005 at the outer edge of the pulley with my setup which has “0” shaft run-out. It should be noted that if you find excessive run-out, use calipers to check the dimension from the 1.377 bore in the pulley to the outside of the blower pulley tooth in several places. I have found as much as .010 difference on my pulleys. Given a split collar does not center perfectly, you may experience as much as .014 radial run-out. Until recently, I have never checked for run-out and never had a problem on the track so functionally it will still work. Another area to check, and the most important, is shaft run-out. I have seen .005. To eliminate this run-out and load on the bearing, the mounting surface to the supercharger will need to be faced. You should should be looking for .001-.002. When you slip the front cover over the 1.373 shaft, check for alignment with the (2) cover dowel pins. If the cover does not drop freely over the pins, enlarge one or both of the dowel pin hole a few thousandths.
If you find your pulley has a different key-way offset than shown above, I can custom make your split collar to fit. Your pulley will be required for this modification to ensure the key-way is in the correct position.
___________________________________
Adapter – Standard Blower Pulley to Delta shaft
Here’s another pulley option. If you’re into a static display, one pulley will suffice. But, if you’re like me and actually run in competition or on the street, you need a selection of pulleys. To make the selection easier, I offer an adapter to use a standard off the shelf blower pulley with a Delta-like split collar to accommodate the 1.375 shaft. Most of the Delta pulleys were 7/8″ thick at the back. With the modern 1/2″ pulley thickness + my 3/8″ adapter, the pulley will move forward 3/8″ but the split collar will remain in the same position on the shaft.
The adapter is 3.500” in diameter compared to 2.800” for a Delta split collar. Given the larger diameter, there is a limitation on the inside diameter of your pulley in order to tighten the split collar. I am including a long handle 5/16” box wrench and short hex driver for this purpose. Based upon Good Vibrations Motorsports measurements, a 35-tooth pulley (or 4.875” I.D.) is the smallest diameter that can be used and still have room to insert the box wrench and hex driver. By choosing combinations on the Good Vibrations site, the supercharger can be over-driven 23% (35 top / 43 bottom). When choosing a combination of pulleys with this adapter, it would be better to have a larger top pulley for 5/16 wrench clearance purposes. For example, if you were running a ratio of 1:1 you could use either a 35 tooth top and bottom or a 37 tooth top and bottom. In this example, a 37 tooth would provide more wrench clearance since it is larger in diameter $275
Bottom pulley spacers available in .100 increments from Good Vibrations Motorsports for adjusting belt alignment.

Variation – If you prefer a split collar that more closely resembles the 3-hole Delta, I can omit three holes. It would look like the touched-up photo below. $250

Note on machining: In 2020 a potential customer asked why the adapter was so expensive. As a result, when making another one in 2021, I documented the steps shown in these Word documents. If you would like to make your own, here are the steps. After reading, you may want to order one from me as I will take responsibility for any mistakes.
Lathe
Standard blower pulley to Delta shaft adapter – Lathe Operation
Milling
Standard blower pulley to Delta shaft adapter -Bridgeport
________________________________
Delta Front Cover Bearing and Seal
Call for availability
New bearing for Delta front cover – $58.50
New seal – $29
____________________________________
PLEASE NOTE – All pieces are fabricated one at a time. The good news – I can customize any order to meet your requirements at little or no additional cost. The bad news – “one offs” cost more than a production run.
____________________________________
Check “For Sale” section for other Delta items